Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
- Какие сложности возникают в процессе гибки профильной трубы
- Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Как согнуть профильную трубу без трубогиба
- Как загнуть с предварительным подогревом (с наполнителем — песок)
- 7 вариантов как загибать без нагрева (холодный способ)
- 3 альтернативных варианта для изгиба
- Гнем посредствам трубогиба
- Как согнуть профильную трубу под 90 градусов
- Как избежать овализации
- Советы и рекомендации
- Услуги по гибке
- Приспособления для гибки
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.

Как загнуть с предварительным подогревом (с наполнителем — песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.

Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.

- в плите просверлить дырочки для болтов, они будут упором для трубы;
- на один болт поставить насадку, она нужна для регулировки угла загиба;
- для обеспечения соосности отрезков патрубка, которые прилегают к изгибу, над ней следует разместить металлическую пластину закреплённую болтами.

3. Гибка на оправке — подходит профтрубам с высотой стенок не более 25 мм. Эту конструкцию лучше размещать на верстаке. По его краю, для закрепления оправки и профтрубы, делаются частые отверстия.

- Степень изгиба регулируется шаблоном изготовленным из фанеры или металлического уголка. Путём прикладывания физических усилий, деталь накладывается на оправку с приданием ей требуемого угла изгиба.

4. С применением болгарки — этот способ не позволяет сделать идеальный полукруг, так как загиб — это несколько прямых отрезков, они располагаются под разными углами.

- Суть метода — шлифовальной машинкой делаются распилы поперечно (чаще три), на месте планируемого загиба. Чем изгибаемый угол меньше, тем число распилов увеличивается.
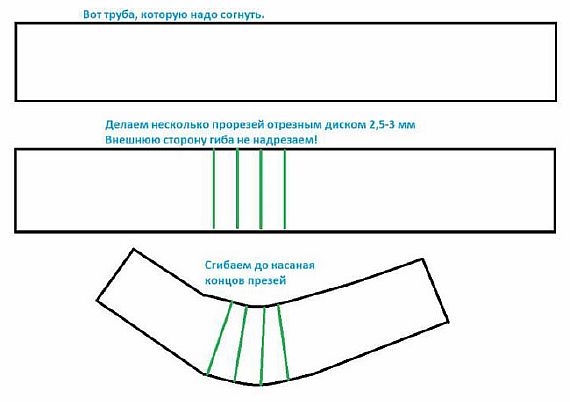
- Затем, трубу нужно согнуть в местах распилов — это делается без повышенных усилий, а пропилы следует заварить сваркой.
- При хорошей шлифовке сварочных швов, изделие выглядит вполне прилично, без складок, не теряется его прочность.
5. С пружиной — простая методика для загиба. Изготавливается пружина из проволоки с сечением 2 мм. Её надо загнуть по форме трубопровода так, чтобы каждый участок был меньше на 2-3 мм, чем у трубы на соответствующей стороне, и она могла легко двигаться внутри профиля.
- Изготовленную пружину следует вставить в деталь, а затем согнуть под требуемым углом. При желании, место изгиба можно нагреть — это облегчит процесс. Чтобы проще было вытаскивать пружину из детали, к её концу привязывается проволока.
6. С использованием роликового вала — способ предназначен для труб размером от 10 до 25 мм. Чтобы согнуть прямоугольную трубу, нужно зафиксировать её в тиски. Затем, для загиба детали применяется специальный ролик, он под усилием воздействует на неё. С этим приспособлением изгиб получается качественный, но требуется физическая сила.

7. С применением рычага — это деревянный или сделанный из металла черенок, в нижней его части имеется насадка с отверстием.

Чтобы изогнуть заготовку, её необходимо продеть в отверстие до места изгиба. Затем рычаг тянется на себя, и под этим действием труба гнётся. Этот вариант не точен, но для загиба профилей для парника подойдёт — смотрите, как можно самостоятельно сделать парник.

3 альтернативных варианта для изгиба
Произвести загиб профильной трубы по нужному радиусу можно некоторыми альтернативными простыми способами:
- Ковка — нанесение ударов тяжёлым молотком. Для этого нужна наковальня с округлой верхушкой. Заготовку надо закрепить на наковальне струбницами. Затем по изделию наносятся удары, без чрезмерного усилия, чтобы не сплющить.
- По лекалам — нужна заасфальтированная или забетонированная поверхность, на ней следует нанести контур будущей дуги. Далее вбить арматурные прутья, на первом закрепить профиль. По ходу загибания заготовка приваривается к арматуре, при завершении прутья срезаются шлифмашинкой.
- Прокат под гнётом — для этого понадобится транспорт с боковым расположением колёс. Профиль помещается в подготовленную стальную или бетонную канавку, и колесом нужно прокатить по заготовке. Осевое соответствие следует контролировать металлическими направляющими.
Гнем посредствам трубогиба
Если для изготовления теплицы применяются профтрубы большого диаметра, то загнуть ее в ручную будет сложно. Предлагаем ознакомиться с инструкцией как самостоятельно изготовить стандартный трубогиб, его конструкция представляет собой ведущее колесо (оно перемещается по граням сгибая трубу под нужным углом), станицу, транспортёр и прижимные элементы.
Трубогиб бывает:
- Ручной — предназначен для проведения небольшого объёма работ. Заготовка помещается в транспортёр и зажимается вальцем. Колесо вращается рукояткой, в итоге происходит загибание.
- Электрический — оборудование рекомендовано для профтруб имеющих большую толщину. Прибор работает от электричества, а колесо вращается электроприводом, поэтому не придётся тратить свои силы. Принцип действия схож с предыдущим, профиль заправляется в транспортёр, он, проходя через прижимную зону изгибается.

При использовании данного устройства углы изнутри и снаружи трубы испытывают равное давление, поэтому изгиб получается высокого качества и не лопается.
Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.

- Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.

- Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.

- Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.

- Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.


- С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.

- Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.

Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.
Как избежать овализации
При проведении «холодного» сгибания, есть тонкости, учитывая которые у профиля сохраняется поперечное сечение. Для этого устанавливаются ограничители:
- внутренний — не позволяет сужаться трубопроводу;
- наружный — он не даёт возможность расширяться боковым стенкам.
Рекомендовано брать как ограничитель жёсткий материал, он хорошо держит форму.
Изготавливая теплицу из профильной трубы, нет надобности в соблюдении точности радиуса изгиба, поэтому не стоит тратиться на покупку дорогого станка.
Подойдёт подручный инструмент, он есть у любого домашнего мастера. Применяя его, можно сделать вполне приличную заготовку для парника на даче.
Советы и рекомендации
Занимаясь гибкой, нужно учитывать ряд обстоятельств:
- закупая профиль, убедитесь, что они все одинакового размера, марки стали и принадлежат одной партии поставки;
- при использовании сварных профилей сторону со швом ориентируйте к внутреннему радиусу, в противном случае возможен его разрыв;
- работая с болгаркой, не забывайте использовать защитные средства в виде очков или маски;
- следует учитывать, что концевые участки не всегда удается согнуть до требуемого размера, поэтому при расчете длины заготовки нужно учесть их длину и отрезать такие куски по окончании формирования детали;
- нужно провести антикоррозионную обработку металла и в дальнейшем производить ее регулярно.
Услуги по гибке
Такой сервис не мог не стать отдельным направлением развития бизнеса, поскольку предполагает в промышленном варианте использование довольно сложного технологического оборудования.
Услуги по гибке также присутствуют на рынке и предполагают исполнение как радиусной гибки, так и арочной. Разделение происходит таким образом, потому, что для каждой из этих операций применяется специфическое оборудование. В первом случае это трубогиб, во втором трехвалковая вальцовка.
Нужно признать, что ценовые показатели за выполнение таких операций весьма приемлемые:
- стоимость одного углового сгиба составляет 30 рублей;
- один погонный метр арочного пролета обойдется также в 30 рублей.
В сравнении со стоимостью металла и доставки материала по Подмосковью, это действительно практически даром.
Приспособления для гибки
Конструкция сооружения зависит от диаметров, с которыми предстоит взаимодействовать.

Для трубопрокатных материалов с диаметром до 20 мм можно сделать простое приспособление, состоящее из стальных штырей, помещенных в бетонную плиту. Труба, вставленная между штырями, сгибается на нужные размеры.
Но, когда диаметр превышает 20 мм, то для сооружения нужно разработать более сложные конструкции.
Как вариант: пару роликов с круглым боковым сечением на гранях закрепляют на устойчивое мощное основание. Радиус данной грани ролика обязан совпадать с диаметром трубопрокатного изделия, которое необходимо загнуть.

Заготовка вставляется между роликами и ее конец фиксируют. Другой конец крепят к лебедке, и ее приводят в действие. Когда угол на трубе достигает требуемого параметра, лебедку останавливают.
Весь процесс создания данного трубогиба необходимо разделить на следующие этапы.
- На валах нужно закрепить шестерни и подшипники. Шестерни фиксируют через шпонку. Подшипники советуют приобретать в комплекте с опорами.
- Шестерни и цепь подходят от любого автомобиля.
- Используя сварочный аппарат, варится основание, и к нему прикручивают вал прижима.
- Далее приваривают пружинные гайки и площадку для них.
- Прикручивают опорные валы внизу.
- Сооружается натяжная цепь.
- На финальном этапе приделывают ручку к валу (советуют использовать ручку, которая вращается).
Такое устройство быстро выполняет деформацию путем пропуска через него трубопрокатного изделия.



